


Завод по изготовлению предварительно напряженных стрелковых шпал для железных дорог в Азербайджане
Производительная мощность данного завода составляет 300 погонных метров в сутки. Система представляет собой два конвейера с 4 формами в 75 метров. .Это единственный завод в Азербайджане для изготовления стрелочных шпал.
Техническая характеристика завода
Производственные конвейеры
Два конвейера с мощностью производства стрелочных шпал в день 300 метров. На конвейере имеются два рукава, связанные с гидравлической панелью, которые поднимают и оборачивают бетон на находящийся рядом ролики и подготавливают бетон к подрезке. Два конвейера могут производить в день стрелочные шпалы длиною в 300 метров. Кроме гидравлических цилиндров, используемые для растяжения, в данных конвейерах также имеется система вывода форм для бетона.
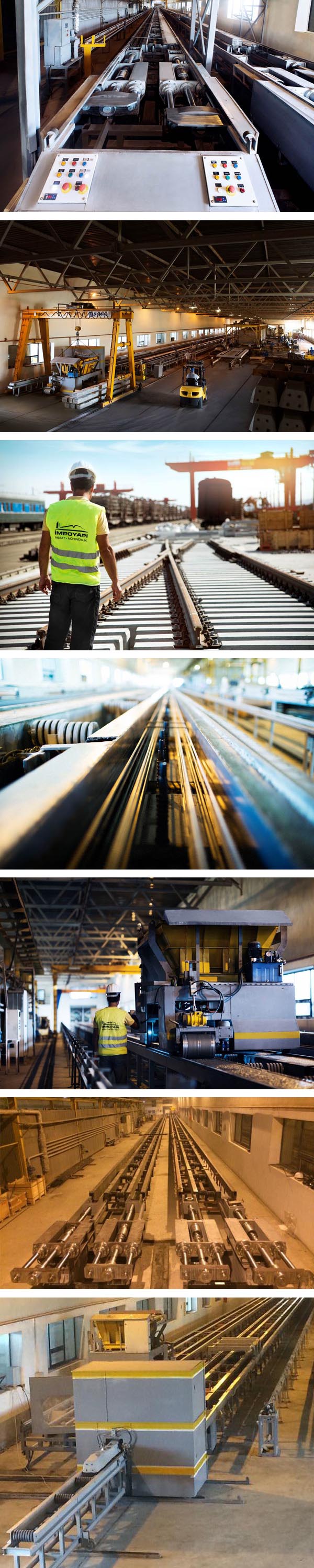
Оборудование для создания предварительного напряжения
Во время процесса предварительного напряжения работают 4 цилиндра. Эти цилиндры специально разработаны и их вертикальные направления пересекаются с конвейером и вырабатывают напряжение в 300 бар.
Процесс гидравлического напряжения контролируется от панели которая находиться в конце конвейера .Одним нажатием кнопки оборудование начинает автоматический процесс предварительного напряжения, затем останавливается в течение 3-х минут, чтобы персонал смог сделать окончательную регулировку, а затем процесс завершается последним напряжением. Во время этого процесса, удлинение предварительно напряженных проводов передается на учетную панель через устройство на цилиндрах. Данные автоматически сохраняются, и таким образом, завершая процедуру контроля удлинения предварительно напряженных проводов. Информация о предварительном напряжении и удлинении сохраняется на записывающем устройстве на панели управления. Таким образом, производственные ошибки сведены к минимуму, и любая проблема может быть отслежена. На панели управления есть 2 ЖК-экрана. Один экран показывает данные по предварительному напряжению и сразу же фиксирует их, второй записывает данные и показывает их в виде графиков.
Блок питания
Оборудование на картинке было специально разработано для данных конвейеров, и оно обеспечивает энергию для литейных приборов, например для оборудования по заливке бетона.
Оборудование по заливке бетона
Оборудование по заливке бетона заливает бетон, поступающий с узла, в
форму и проводит вибрацию. На данном оборудовании имеются два ходовых
двигателя. Так же, имеются 2 бутылочных вибратора для вибрации заливки бетона
внутри формы и цилиндровый вибратор для выравнивания поверхности после заливки.
Оборудование может работать вручную и автоматически, также там можно
регулировать скорость. Кроме этого, есть внешние вибраторы для того, чтобы не
оставалось бетона в ведре и, чтобы бетон лился равномерно. Есть ЖК-экран, который
обеспечивает автоматизацию.
Оборудования по регулированию длины проволок
Эти оборудования одни из самых важных в производстве, потому что предварительное
напряжение в 75 млн.т проводится за одну процедуру. Оборудования необходимы, чтобы длина
предварительно напряженной проволоки была точной и установленной. Оборудование дает
возможность отрезать автоматически предварительно напряженную проволоку с катушки ровно и
по определенной длине (длину можно выбирать). Весь процесс происходит посредством ПЛК -
экрана. Выдувная формовочная машина обеспечивает, чтобы предварительно напряженные
проволоки, подсоединенные к напряженным пластинам, выдувались, так чтобы они не отходили от
пластин.
Оборудование для резки
На оборудовании для резки находятся датчики которые автоматически определяют
точное место резки. Автоматическая резка является важным процессом который повышает
производительность и уменьшает ошибки персонала. На выходе оборудования находятся три
зажимающие поршни один сверху и два с боку. Эти поршни при резке зажимают бетон и
защищают его от раздробления причиной которой является вибрация при резке. Оборудование
разработано так, что при увеличении мощности может обслуживать и другие конвейеры.
Оборудование является передвигаемым и может переходить от конвейера к конвейеру.
Роликовый транспортер на производственной линии оборудования может регулироваться
автоматически и, таким образом, бетонный блок может быть убран в любой момент во время
процесса резки. ПЛК - экран на оборудовании для резки позволяет регулировать скорость резки,
скорость лезвия и аналогичные процессы.
Обучение
Монтаж и запуск системы проводится нашей командой. После запуска завода один инженер и трое от производственной команды остаются на заводе чтобы обучить персонал .
Мы также обучаем подготовке бетона, подготовке сырья, анализу затрат (выбор оборудования, выбор цемента, технический анализ предварительно напряженных проволок) и другим подобным техническим работам на заводе. Основное обучение проводится нашим персоналом, который также заинтересован в проведении обучения в короткие сроки, чтобы не задерживать производство.